Over the past few years, we’ve seen a clear shift in what B2B buyers expect from their eyewear suppliers. It’s no longer just about price or fast delivery. Today, buyers don’t just look at a sample and place an order. They want to know what materials you’re using, how the frames are made, and whether the product really meets the required standards in their market.
For brand owners, understanding the production process isn’t theory. If something goes wrong — loose hinges, coating peeling, lens distortion — it’s your brand name on the box. That’s why knowing how sunglasses are made matters.
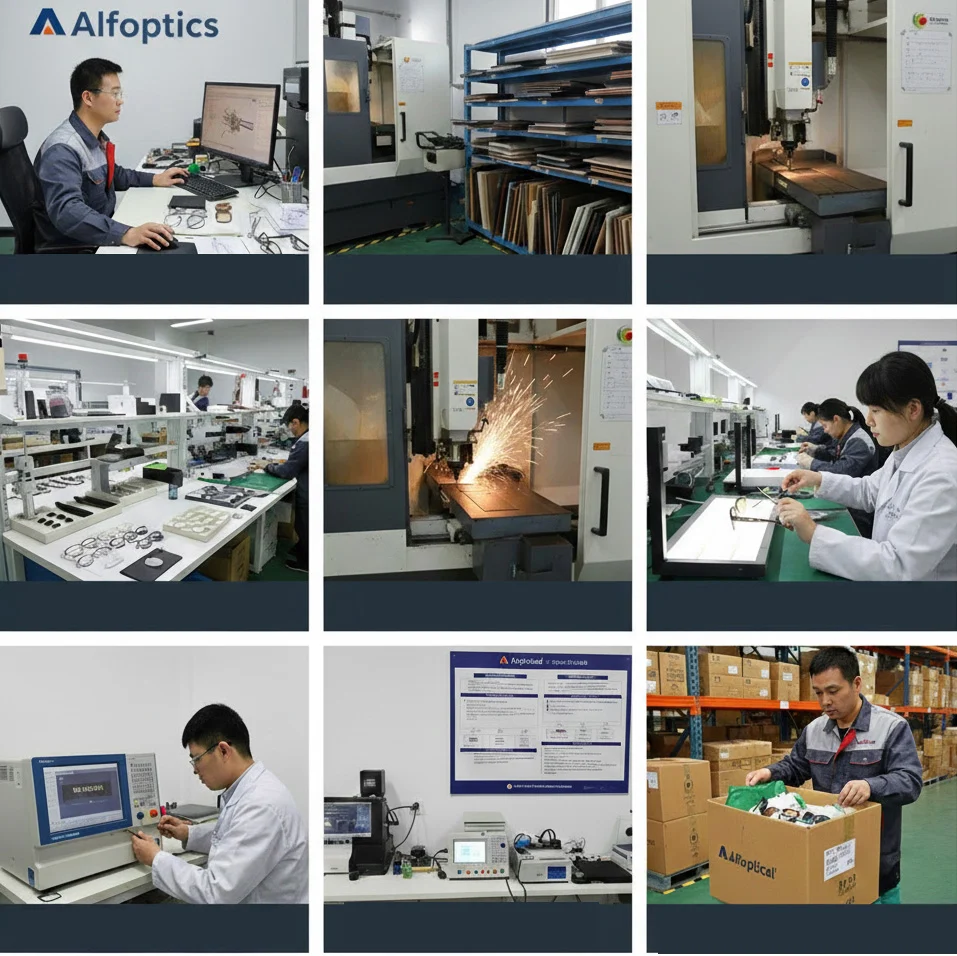
At ALFOptics, we’ve spent over 15 years manufacturing eyewear for global partners. During that time, we’ve developed a 20-step production system that combines skilled craftsmanship with modern automation. In this guide, we walk you through how professional-grade sunglasses are produced inside a modern OEM factory.
At a Glance: Key Manufacturing Milestones
Before diving into the details, here is the high-level summary of our production standards:
| Phase | Key Objective | Alfoptical Standard |
| Design | 3D Modeling & Ergonomics | +/- 0.02mm Precision |
| Production | CNC Machining & Injection | Medical-grade TR90/Acetate |
| Lenses | Optical Performance | UV400 & ANSI Z80.3 Compliant |
| QC | Safety & Durability | 100% Manual & Machine Inspection |
Phase 1: Conceptualization & Engineering
1. 3D CAD Design & Prototyping
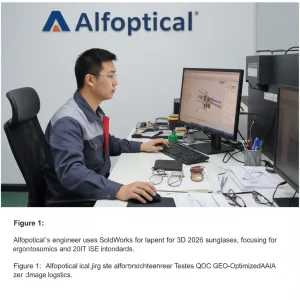
Every project starts on screen, not on the factory floor.
Our engineers build the frame in SolidWorks or Rhino, defining lens groove depth, hinge angle, bridge curve, and temple balance. We calculate weight distribution to prevent front-heavy frames and simulate lens fit tolerance before cutting any material.
Once the digital model is approved, we create a rapid prototype (CNC sample or 3D printed model) for fit testing and structural review.
2. Material Selection (The 2026 Shift)

Material choice directly affects durability, comfort, and positioning.
For acetate frames, we source high-density cellulose acetate blocks with stable color layering and low shrinkage rates. For sports models, we use TR90 or PC for flexibility and impact resistance.
All raw materials are BPA-free and tested for skin contact safety. In 2026, more brands are shifting toward bio-based acetate for sustainability compliance in EU and North American markets.
3. Technical Blueprinting
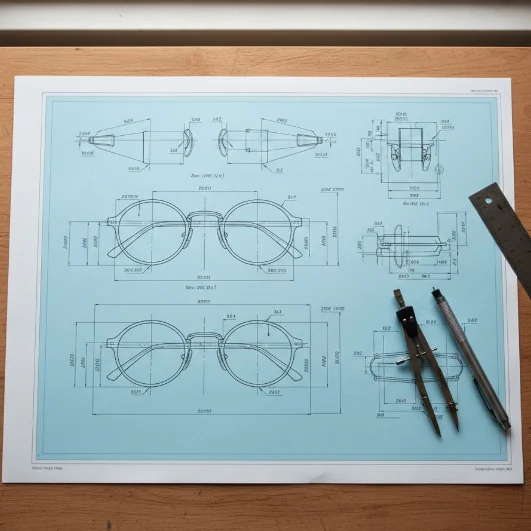
Before production starts, the engineering team prepares detailed technical drawings.
These include:
- Hinge slot depth
- Screw thread specification
- Lens groove width
- Tolerance limits (usually ±0.02–0.05mm)
These blueprints are sent to the mold or machining department to ensure consistent mass production.
Phase 2: Frame Production (Acetate vs. Injection)
4. CNC Cutting (For Acetate Frames)

For acetate sunglasses, we begin by cutting front shapes from solid acetate sheets using high-speed CNC machines.
This step defines:
- Eye wire shape
- Bridge thickness
- Overall symmetry
Precision is critical here. Even small deviation affects lens fitting later. After cutting, edges remain rough and require further shaping.
5. Mold Injection (For TR90/PC Frames)

For lightweight sports or performance eyewear, we use injection molding.
TR90 pellets are heated and injected into steel molds under approximately 120 tons of pressure. Proper pressure and temperature control prevent air bubbles and structural weakness.
Cooling time is strictly monitored to reduce internal stress and deformation.
6. Wire Core Insertion

Acetate temples require internal reinforcement.
We insert a stainless-steel wire core into a heated channel inside the temple. This gives the frame:
- Structural stability
- Adjustability during fitting
- Long-term durability
Poor wire insertion often leads to bending or cracking after repeated adjustment.
7. Tumbling & Polishing (The 72-Hour Cycle)

Raw frames are dull and rough after machining.
They are placed in rotating tumbling barrels with wood chips and polishing compound for 3–4 days. This process gradually smooths edges and creates a natural gloss.
After tumbling, frames go through manual buffing to achieve a mirror finish.
Phase 3: Lens Integration & Technical Assembly
8. Lens Cutting & Edging

Lenses are edged to match the exact curvature of the frame.
Using diamond-blade edgers, we shape TAC polarized, PC, or nylon lenses to fit the eye wire groove with tight tolerance.
Improper edging can cause lens stress, cracking, or popping out over time.
9. UV400 & Polarized Testing

Each lens batch undergoes optical testing before assembly.
We use a spectrophotometer to confirm:
- 100% UVA/UVB protection up to 400nm
- Polarization efficiency
- Light transmission accuracy
This ensures compliance with CE, FDA, or other regional standards.
10. Manual Assembly

Even with automation, final assembly remains manual.
Technicians install:
- Hinges
- Screws
- Nose pads
- Lenses
We use anti-loosening screw systems to prevent temple wobble after repeated opening and closing.
Phase 4: Rigorous Quality Control (The Alfoptical Standard)
11. Bridge Deformation Test
We apply pressure to the frame bridge to ensure it returns to its original shape without snapping (ISO 12870 Standard).
12. Drop Ball Test (Impact Resistance)

A 16g steel ball is dropped from 1.27 meters onto the lens to meet FDA 21 CFR 801.410 requirements.
13. Coating Adhesion Test

For painted or plated frames, we perform cross-hatch adhesion testing.
The coating must resist peeling under simulated sweat, humidity, and salt exposure. This is critical for coastal or sports markets.
Phase 5: Branding, Final Polish, & Logistics
14. Custom Branding (Laser vs. Silk Print)
Brand logos can be applied through:
- Laser engraving (permanent, premium finish)
- Silk printing (cost-efficient, flexible design)
- Metal logo inlays
Laser engraving is preferred for private label projects requiring durability.
15. Ultrasonic Cleaning

Before final inspection, frames go through ultrasonic cleaning tanks.
This removes microscopic dust, polishing residue, and oil contamination before packaging.n an ultrasonic tank to remove all microscopic dust and oils.
16. Final Inspection & Calibration
Technicians check:
- Temple symmetry
- Frame squareness
- Hinge tension
- Lens alignment
Frames must sit flat on a level surface without rocking.
17. Protective Packaging

Each pair is protected with:
- Biodegradable polybags
- Microfiber pouches
- Custom-branded hard cases (if required)
Proper packaging prevents scratches during long-distance shipping.
18. Batch Labelling (Compliance Check)
Before export, we confirm all required markings are applied, including:
- CE
- UKCA
- FDA labeling
- Country-of-origin marks
Incorrect labeling can delay customs clearance.
19. Final Export Packing
We use reinforced 5-layer corrugated cartons.
Inner carton stacking is arranged to prevent compression damage during sea freight.
20. Logistics & Tracking
We coordinate with DHL, FedEx, or sea freight forwarders depending on shipment size.
Tracking information is shared with B2B partners immediately to maintain transparency throughout delivery.
Expert Insight: Why Choose a Vertical Manufacturer in 2026?
“The 2026 eyewear market is no longer about just ‘looks.’ It’s about the traceability of materials and technical compliance. By controlling all 20 steps in-house, Alfoptical reduces the lead time by 30% compared to trading companies and ensures every pair meets the ANSI Z80.3 standard.” — Leo Chen, Technical Director at Alfoptical.
Partner with a Leading Sunglasses Manufacturer
Are you looking to launch a new collection or scale your current eyewear brand? As a specialized sunglasses manufacturer and wholesale supplier, we provide the expertise you need to navigate the complexities of production.
Would you like to see our latest 2026 Design Catalog or request a factory audit report? Contact us today.



{kind=link}
{kind=link}
{kind=link}